Виртуальный тур
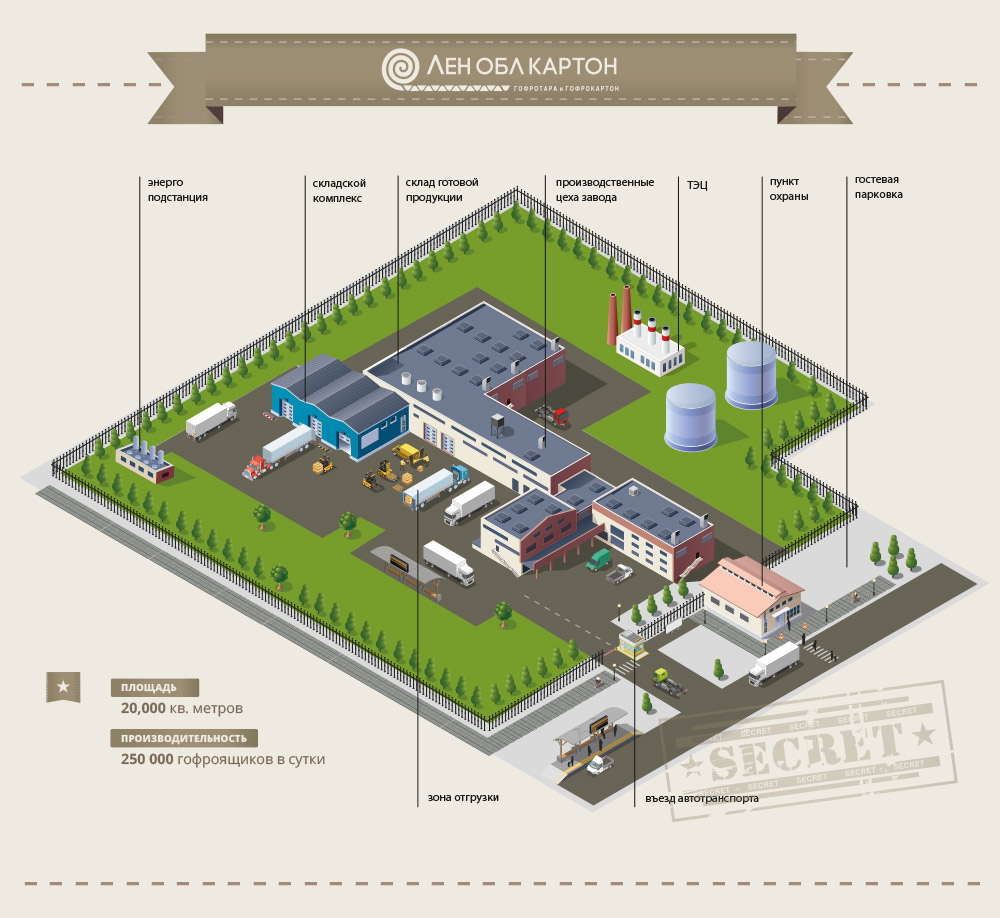
Приглашаем в виртуальный тур по производству ЛенОблКартон. На производственных площадях в городе Гатчина расположилось производство гофротары полного цикла, начиная с линии по производству гофрированного листа и заканчивая складским логистическим комплексом.

Весь производственный цикл
На первом этапе необходим роспуск (нарезка и рилевка — формирование линии, по которой происходит складывание гофрокороба) гофрокартона на нужные размеры.
Если производитель гофротары не производит гофрокартон и закупает его на стороне. Зачастую раскрой приобретаемого гофрокартона не соответствует раскрою производимой гофротары. Здесь и возникает необходимость в его роспуске.
При производстве прокладок, вкладышей, поддонов, заготовок для решеток (перегородок), обечайки и других мелких деталей коробки.
Для роспуска гофрокартона используется станок резательно-рилевочный.
На втором этапе с помощью флексографской печатной машины на гофрокартон наносится печать.
На третьем этапе производятся заготовки для будущего гофроящика:
для изготовления стандартной четырех клапанной коробки используется станок просекательно-рилевочный (слоттер), который осуществляет просечку и рилевку.
для изготовления нестандартных видов гофротары (гофротара сложной высечки), а также для изготовления четырех клапанной коробки с ручками, вентиляционными отверстиями и т.д. используется станок высечной ротационный или плоско высечной.
На четвертом этапе производится склейка гофроящиков. Здесь используется автоматический фальцевально-склеивающий станок. Данный станок осуществляет склейку в автоматическом режиме и укладку в пачки четырех клапанного гофро короба. Подача заготовок в станок автоматическая со станка просекательно-рилевочного (Станок просекательно-рилевочный и автоматический фальцевально-склеивающий станок при их совместной работе называют «автоматическая линия для производства гофрокоробов»). Автоматический фальцевально-склеивающий станок эффективно использовать при объемах производства одного типоразмера гофротары не менее 30 тысяч штук. В случае, если производитель ориентируется на большую номенклатуру и небольшие объемы производства по каждому типоразмеру, мы рекомендуем использовать станок фальцевально-склеивающий (полуавтомат). Данный станок является автоматизированным рабочим местом оператора, который будет производить склейку гофротары, и позволяет увеличить производительность одного оператора-склейщика в 2 раза.
На пятом этапе производится обвязка гофроящиков в пачки. Обвязка производится полипропиленовой лентой с помощью машинки для обвязки пачек.
На шестом этапе необходимо спрессовать отходы в кипы с помощью пресса для отходов.
Секция подготовки клея
На производственном предприятии используется два вида клея, один для склейки слоев гофрокартона, другой для склейки продукции из гофрокартона. Склеивание коробов производится как воднодисперсионными, так и термоплавкими клеями. Для каждого из типов клеев характерны свои клеевые системы.
Гофроящики и гофрокартон считаются одним из лучших видов сырья для производства картона для плоских слоев и гофробумаги. Однако, гофрокартон содержит в себе крахмальный клей, который используется для склейки, и его количество составляет обычно около 12 г/м2. В пересчете на массу картона, это составит около 24 кг натурального крахмала на 1 т сухого волокна. Если 1 т такого гофрокартона распустить в 25 т свежей воды (то есть при концентрации 4 %), то теоретически концентрация растворенного крахмала в воде может приближаться к 1000 мг/л.
Гофроагрегат
Гофрокартон изготовляется на линии по производству гофрокартона, иногда их называют гофроагрегатами.
Гофроагрегаты выпускаются различной ширины (т.е. максимальной ширины рулонов исходного сырья) 1050, 1260, 1400, 1800, 2100, 2500 мм.
Перед гофрированием бумага нагревается, а после склейки получившийся лист гофрокартона сушится валами.
Исходным сырьем является картон для плоских слоев и бумага для гофрирования (исходное сырье устанавливается в рулонах). Разматываемое полотно бумаги, через подогреватель-увлажнитель подается к нагреваемым рифленым валам гофропресса, откуда выходит гофрирванным и на вершины гофровклееподающим валом наносится клей. К этому месту с раската поступает картон для плокого слоя.
Рулоны бумаги и картона устанавливаются на размоточном станке (раскате). Полотно бумаги с раската, через подогреватель-увлажнитель поступает на нагретые гофрирующие валы гофропресса, при прохождении между которыми происходит формирование гофров.
Двухслойный гофрокартон по наклоненному транспортеру подается на накопительный мост к клеенаносящей машине, где на вершины гофров свободной стороны гофрированного слоя наносится клей.
Далее 2-х слойный гофрокартон совмещается с другим плоским слоем и подается на сушильные плиты. При прохождении гофрокартона вместе с транспортирующим полотном по поверхности горячих плит происходит его склеивание и сушка.
Продольная резка в листы
После сушильного стола 3-х слойный гофрокартон проходит охлаждающую часть линии и подается в секцию продольно-поперечной резки, где картон раскраивается и рилюется (формируются линии сгиба) вдоль полотна в соответствии с картой раскроя и режется на листы необходимой длины.

Линия высечки
Высечка происходит на двух типах линий:
– сложная высечка (ротация и плоская)
– слоттеры (высечка 4-х клапанной тары)
Ввиду большого разнообразия четырехклапанной тары самыми популярными и востребованными на сегодняшний день являются слоттеры (просекательно-рилевочные станки). Они выполняют высечку заранее запечатанных заготовок.
Флексопечать
Флексопечать – основной вид печати на упаковочной таре, позволяющий сделать брендинг упаковки с фирменной символикой, информацией о производителе и произведенном товаре на гофрокартоне. Краска, используемая при флексопечати на водной или спиртовой основе, она польностью экологична и безопасна для человека.
В основе технологии флексопечати – прямая высокая ротационная печать с использованием гибких печатных форм и низковязкой краски.

Мы делаем флексопечать до трех цветов на гофротаре стандартной и сложной конфигурации, белого и бурого цвета.
Склейка коробок
Для сборки коробок из отпечатанных и высеченных заготовок применяют фальцевально-склеивающие линии. Основная классификация данных машин — по количеству точек склейки. Простейшая продукция требует одной линии склейки, сложная продукция требует до шести точек склейки и специальных фальцевальных устройств.

В основе клеев – клеи с высокой вязкостью. Головка клеевой системы имеет большие размеры (диаметр от 1 до 1.5 мм). И только при достаточной вязкости возможна бесперебойная подача достаточного количества клея в зону контакта форсунки и гофрокартона.

Емкость с клеем установлена в линии и от этой емкости клей по ПВХ трубопроводу подается к оборудованию, далее распределяется по клеенаносящим системам, в которых устанавливается необходимое для нанесения клея низкое давление.
Подготовка к отгрузке продукции
Готовые, скрепленные лентой, гофрокоробки штабелируются на европаллете и далее упаковочный автомат обертывает паллет стрейчем для дальнейшей отгрузки клиенту либо хранения на складе.

Виртуальный план завода